Металл бўйича токарлик ишлари
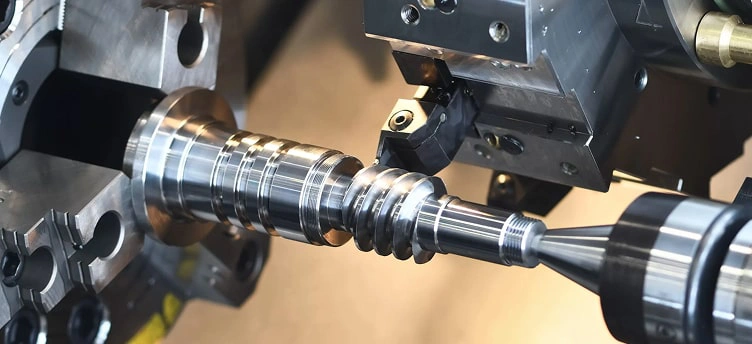
Махсус асбоб-ускуналар - токарлик дастгоҳи ёрдамида металл деталларга механик ишлов бериш жараёни. Асосий вазифа - тайёрламага керакли шаклни, ўлчамни ва юзанинг дағаллигини бериш.
Турлар
Металл бўйича токарлик ишларининг баъзи турлари:
Чархлаш
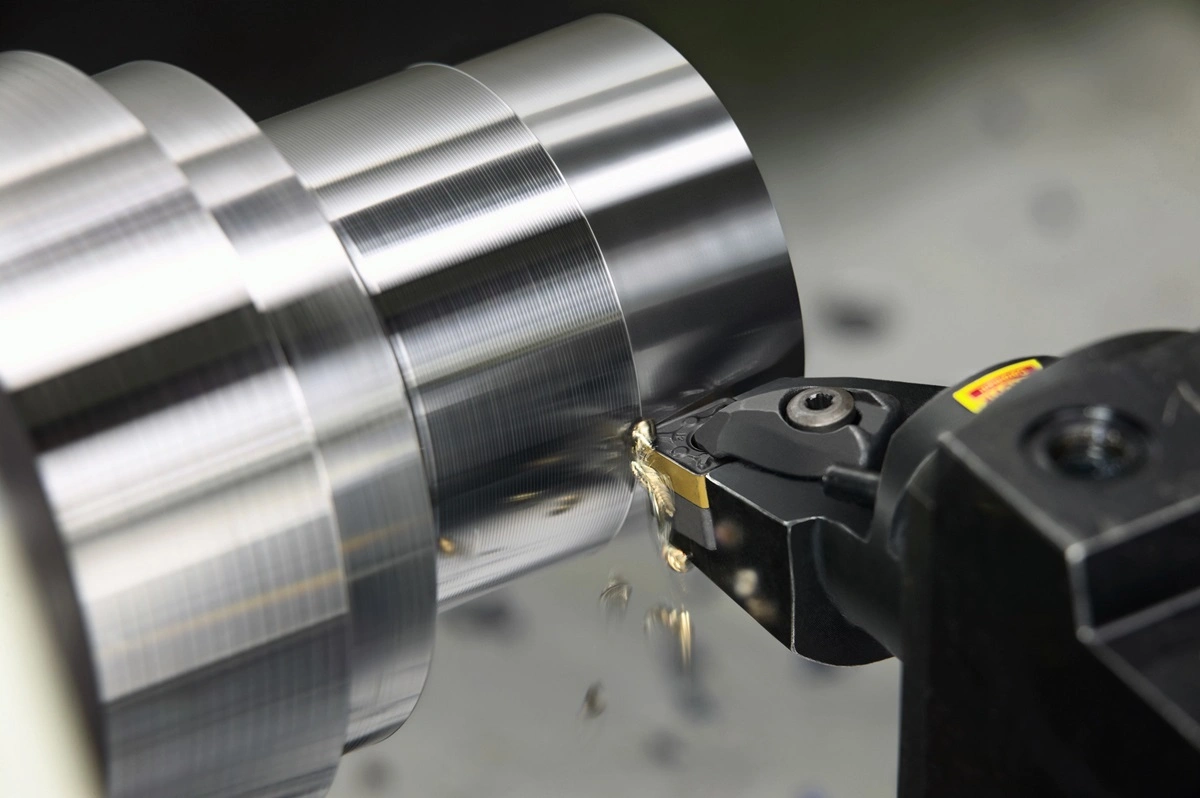
Кескич ёрдамида айланувчи тайёрламанинг юзасидан материалнинг қатламини олиш. Ташқи чархлаш - деталнинг ташқи юзаси бўйлаб, ички - тирқишлар ёки бўшлиқлар ичида.
Қирқиш
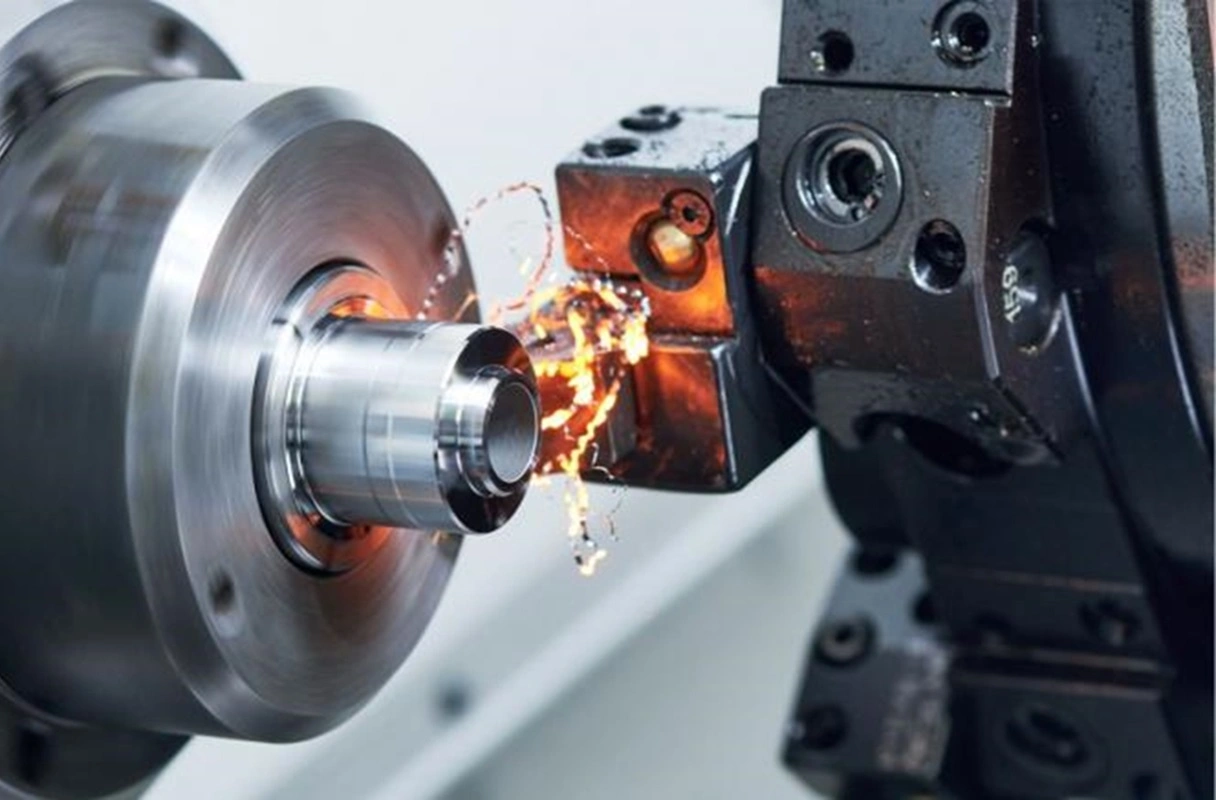
Айланиш ўқига перпендикуляр бўлган текис ва ясси сиртларни яратиш учун ишлов бериладиган қисмнинг қирраларига ишлов бериш.
Резьбани кесиш
ташқи резьба тайёрламанинг ташқи юзасида кесилади, ички эса - тирқишлар ичига бажарилади.
Пармалаш ва зенкерлаш
Тайёрламаларда тирқишларни яратиш ва уларга ишлов бериш.
Йўниш
Мавжуд тирқишларнинг диаметрини ошириш ёки уларга аниқ шакл бериш.
Асбоб-ускуналар
Металлга токарлик ишловини бериш учун ҳар хил турдаги токарлик дастгоҳлари қўлланилади.
Масалан:
- Классик - қўлда базавий операцияларни бажариш учун.
- Рақамли дастурий бошқариш (РДБ) билан - жараённи автоматлаштириш имконини беради, юқори аниқликни ва операцияларнинг такрорланувчанлигини таъминлайди.
- Кўп мақсадли - нафақат токарлик операцияларини бажаради, балки фрезерлик, пармалаш ва резьба кесиш операцияларини ҳам бажариши мумкин.
Технология
Токарлик ишлов бериш жараёни ўз ичига икки ҳаракатни киритади:
- Тайёрламани айланиши - асосий ҳаракат.
- Ишчи инструментнинг айланиш ўқи бўйлаб бўйламасига ҳаракатлантириш - узатиш.
Асосий параметрлар - кесиш тезлиги, узатилиши ва кесиш чуқурлиги. Ушбу параметрларнинг тўғри ҳисобланиши юзанинг аниқлиги, унинг тозалиги ва инструментнинг едирилишига таъсир қилади.
Агар бирон бир саволингиз бўлса, бизга ёзинг.
Компания менежерлари сизга энг яхши ечимларни танлашда ёрдам беришга ва барча қизиқтирган масалалар бўйича маслаҳат беришга тайёр.
